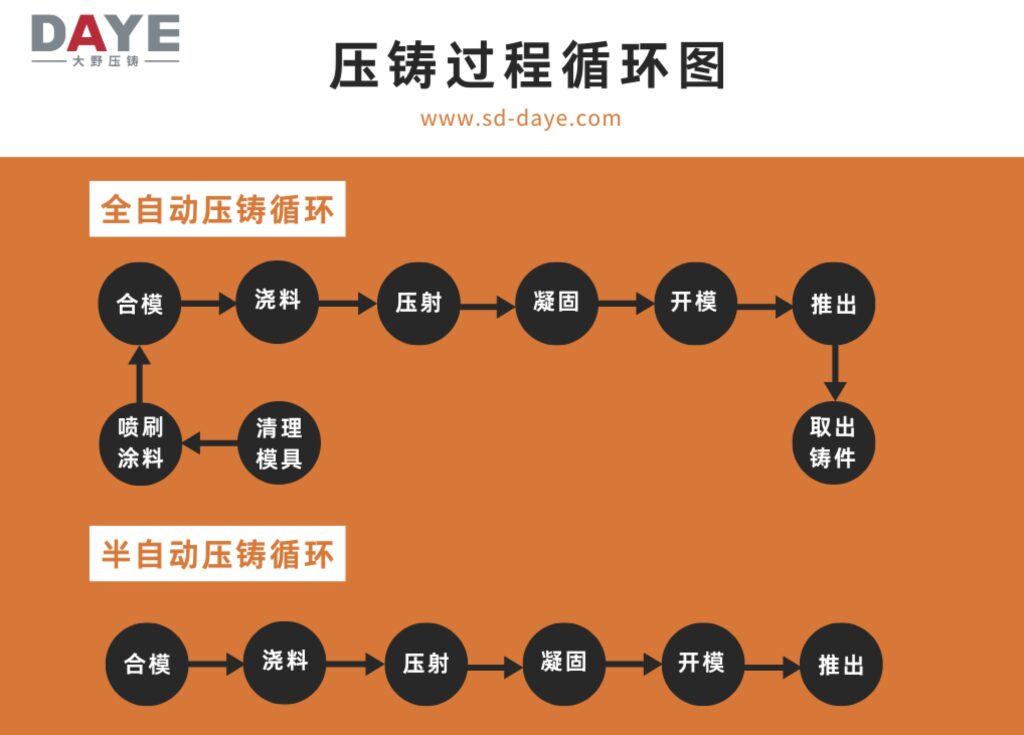
CategoriesTips & Tricks By sddaye 04/02/2024 压铸101:一文搞懂压铸基本知识 文章概览压铸是一种金属成型工艺,在这种工艺中,熔化了的金属在高压下被压入模腔,然后冷却,形成固体金属零件。阅读本文您将了解以下关于压铸的知识:什么是压铸?哪些金属材料可用于压铸?压铸流程压铸的优势和劣势压铸的应用压铸的历史 什么是压铸?压铸是一种金属成型工艺,在这种工艺中,熔化了的金属在高压下被压入模腔,然后冷却,以形成固体金属零件。压铸产品通常由有色金属制成,如锌、铝、铜、镁、铅、锡、铜和一些合金。合金工具钢也可以通过压铸成型,尽管钢部件的优选制造方法是锻造。每个压铸金属零件都是在模具中形成的,而每个模具都是专门设计的。目前,压铸已经成为比锻造和手工打造等方式更具有成本效益且用途更广泛的金属成型方式。压铸件是在精心调控的压力下通过热室或冷室压铸制造出来的。全世界对压铸件,特别是汽车铸件和工业产品中使用的铸件零件的需求非常高。许多制造业在产品和设备中都使用压铸件。 哪些金属材料可用于压铸?如上所述,目前有几种金属常用于压铸,其中最常见的是锌、铝、镁、铜、铅和锡。每种金属都有其自身的优点和缺点,并且每种都符合相应的行业要求。铝密度低/质量轻耐腐蚀性强铸造温度高性质非常稳定导电性强,这使得其在电气行业中广泛使用导热性强可回收相对容易铸造需要使用冷室压铸机来压铸,而不像此列表中的其他金属,可以在热室压铸机中铸造锌密度高延展性好冲击强度良好表面光滑度很好可以压铸出非常薄或精细的零件熔点低,铸造模具的使用寿命将比其他一些金属的模具长得多易受腐蚀,使用前通常需要额外喷涂涂层或镀层镁密度极低强度重量比极高容易切割即使在铸造和加工后也显示出优异的机械加工性能,并且可以在热室或冷室机器中进行加工易受蠕变或冷流影响,通常不适合在非常高的温度或高应力环境中使用,但随着镁在全球工业中越来越受欢迎,目前各种镁合金都可以克服这一弱点铜韧性和强度都很高耐腐蚀和耐磨损稳定性高导电性强熔点非常高,使得用于铸造铜的模具和压铸机往往比用于处理其他金属的模具或压铸机寿命更短铅和锡密度都很高压铸件的尺寸精度都很高出于公众健康考虑,铅和锡不允许用于任何和食品接触的产品上。但它们通常与上面列出的一些金属结合使用,以提升耐腐蚀性 压铸流程每个压铸金属零件都是在模具中形成的,而每个模具都是专门设计的。压铸压力为几兆帕至几十兆帕,填充初始速度为0.5-70m/s,填充时间很短仅为0.01-0.03s。所以高压和高速是压铸工艺的重要特征,也使压铸过程、压铸件的结构及性能和压铸模的设计具有自己的特点。常见的闭式压铸件,使用的模具是两片式的,模具被切割成两个独立的金属块。将模具块放置在一起,模腔对齐后,就能形成一个完整的模具。模具使用过程中,需要向其喷洒润滑剂,以帮助控制其温度,并在铸造完成后帮助零件脱模。压铸开始时,模具关闭,将金属溶液倒入注射套筒中,并通过柱塞在高压下注入模具。模具内保持压力,直到铸件凝固,然后打开模具,顶针推出凝固了的压铸件。 刚刚压铸出来的压铸件还非常粗糙,周围还有一些多余材料未被去除。这种多余的材料通常形成在通往模具的通道中,或者在模具型腔之间的泄漏区域中。所以铸件需要经过加工去除水口、毛刺等,有时还需要进行二次加工,如表面精加工、电镀和数控加工等,才能去到客户手中。 图片来源于网络 压铸的优势和劣势 优势: 1. 尺寸精度高 压铸件是金属熔液通过精心设计的模具制作而成的,因此可以更好地实现产品的尺寸精度。制造商也有相应的测量工具来验证生产出来的压铸件是否达到了客户的要求。 2. 可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。压铸锌合金时最小壁厚达0.3mm,铝合金达0.5mm,最小铸出孔径为0.7mm。同时可以铸出清晰的文字和图案。这为设计师提供了更广阔的设计空间,创造出更多吸引眼球的外观设计。 3. 设计的灵活性高 模具的形状和尺寸可以根据客户的要求进行灵活调整。大多数情况下,模具分为两个部分;然而必要时,模具可以开成三到四个部分。模具/结构工程师可以密切配合设计师的设计,让设计师的创意落地的同时保证开模和压铸生产的可行性。 4. 压铸件组织致密,具有较高的强度和硬度 因为液态金属是在压力下凝固的,又因填充时间很短,冷却时间较快,所以组织致密,晶粒细化,使铸件具有较高的强度和硬度,同时具有良好的耐磨性和耐蚀性。 5. 使用可回收材料 制造商可以根据客户的要求,使用回收金属材料来生产铸件。例如,铝可以被回收利用,材料性能或质量不会降低。这将为您的最终产品增加额外的价值和卖点。 6. 生产高效,可实现自动化生产 压铸工艺大都为机械化和自动化操作,生产周期短,效率高,适合大批量生产。无论客户的订单有多大,设计有多复杂,使用压铸方法,都可以高效地满足生产和交期。 7. 表面处理方式多样 如前所述,使用压铸的方法,可以生产出表面光滑或有纹理的零件。您还可以在铸件表面进行精加工,以实现更丰富的表面效果。 劣势: 1. 压铸机和压铸模费用昂贵,不适合小批量生产。 2. 不适合压铸高熔点合金。 3. 压铸件尺寸受到限制,不适用于大型钣金零件。 4. 考虑到模具设计、模具试验和样品测试,您应该预留较长的交付时间。 工程师们在做样品评审。 压铸的应用由于压铸可以一次性生产出轮廓分明的金属零件,因此压铸件在工业、商业和消费品领域的应用非常广泛。任何有色金属压铸件都可以通过数控或CNC加工工艺来后处理,以确保最终的成品精细、耐用。从门把手这种基础的产品,到顶级速度计中的配重装置这样精细的金属零件,压铸机都可以生产出来。压铸出来的金属件,其坚固的结构和质量细节远远超过其他金属成型工艺。在计算机和电子行业,高耐受性镁压铸件可用作外壳和内部EMI外壳,以及用作各种电子设备的精细零件。在汽车行业,几乎每一个发动机缸体都是压铸出来的。压铸铝阀盖也常用于汽车发动机。锌合金压铸件也被广泛用作门和橱柜把手。具体的压铸产品包括家具配件、家电配件、灯具配件、汽车配件等。 压铸出来的华夫饼盘等待进行表面处理。 压铸的历史尽管被称为熔模铸造(将陶瓷外壳中的热蜡熔化,留下陶瓷铸件)的工艺已经存在了数千年,但现代压铸工艺最早是在1838年发明的,目的是为印刷机提供活字。1949年,一种小型手持设备获得了专利,使得印刷业进入机械化时代。1885年,Otto Mergenthaler发明了linotype,被认为是现代压铸机的前身。但彼时,压铸的机械加工和工艺仍然与印刷业密切相关。直到19世纪90年代,人们才意识到压铸可以被更广泛地应用到其他行业,模具也出现了各种形状——收银机、留声机和相框等元件能够在不牺牲质量换取数量的情况下快速地被铸造出来。历史上压铸工艺发生的最大变化之一当属所用金属的变化。最初,铅和锡是压铸中使用的主要金属,这些金属的延展性极大地影响了它们的强度与重量比。1914年左右,锌和铝压铸件开始进入市场。这大大提高了压铸产品的强度,到20世纪30年代,铜和镁等金属被频繁使用。现在,任何有色金属都有可能被用于压铸。锌、铝、镁、铜、铅和锡仍然是最常用的金属。随着使用的金属种类的增加,用于加工上述金属的机器的强度也在增加。在压铸的早期,所使用的机器只能在低压下工作,以始终如一地生产出高质量的产品,但现在已经不是这样了。高压压铸能够生产出极大体积的精制品。随着不同的合金被生产出来,即使是印刷或制造以外的市场都可以拥有适合它们的高质量产品,其中常见的合金包括铝合金、铜合金和锌合金。 联系我们 获取报价 文章导航下一篇 铝合金压铸:优势和应用